Svařování metodou MIG/MAG patří dnes k nejpoužívanějším technologiím obloukového svařování kovů. Kvalita svaru přitom nezávisí jen na svářečce, drátu a nastavení — naprosto zásadní roli hraje ochranný plyn.
A právě výběr plynu je věc, která dělá rozdíl mezi:
-
stabilním obloukem,
-
minimálním rozstřikem,
-
hezkým housenkovým svarovým profilem,
a naopak mezi „prskajícím“ svařováním, pórování a oxidací svaru.
1) MIG vs MAG – proč existují dvě označení (131 a 135 dle ČSN EN ISO 4063)
Podle normy EN ISO 4063 se proces označuje čísly:
|
Označení |
Název |
Typ plynu |
|
131 – MIG |
Metal Inert Gas |
inertní plyn |
|
135 – MAG |
Metal Active Gas |
aktivní plyn |
Rozdíl je jednoduchý:
- MIG (131) → inertní plyny (nereagují s kovem) – typicky Argon
- MAG (135) → aktivní plyny (reagují v oblouku) – typicky CO₂ nebo směsi Ar+CO₂
Použití:
- MIG → hliník, měď, nerez, titan
- MAG → konstrukční oceli (90 % průmyslu)
2) Proč vůbec ochranný plyn existuje
Roztavený kov je extrémně reaktivní. Při teplotě oblouku (~6000 °C) by se okamžitě:
- oxidoval kyslíkem
- nasytil dusíkem
- zkřehnul vodíkem
Ochranný plyn vytváří atmosféru bez vzduchu, která:
- chrání svarovou lázeň
- stabilizuje oblouk
- ovlivňuje průvar
- ovlivňuje rozstřik
Jinými slovy:
➡️ Svařuješ ve skutečnosti v umělé (ochranné) atmosféře.
3) CO₂ – nejlevnější, ale ne nejhorší
Oxid uhličitý (CO₂) je historicky nejpoužívanější plyn pro MAG svařování.
Výhody
- velmi nízká cena
- hluboký průvar
- dobrý pro silné materiály
- vhodný pro konstrukční ocel
Nevýhody
- hodně rozstřiku
- hrubší housenka
- méně stabilní oblouk
- více broušení
4) Směsi Ar + CO₂ („Corgon“, „Mix“, M21) – profesionální svařování a profesionální výsledky
Dnes je standardem průmyslu směs argonu s CO₂.
Obchodní označení a typické složení:
C18 Ar 82% + CO₂ 18% (nejběžnější MAG pro konstrukční ocel)
C15 Ar 85% + CO₂ 15%
C10 Ar 90% + CO₂ 10%
C8 Ar 92% + CO₂ 8% (tenké plechy, autoopravárenství)
C5 Ar 95% + CO₂ 5% (jemné svary, menší rozstřik)
Pozn.: 👉 V normě EN ISO 14175 se však používá označení M21, M20, I1, I3:
M21 Ar + 15–25% CO₂ (EN ISO 14175 – norma)
M12 Ar + CO₂ + O₂ (robotické svařování)
I1 100% Ar (TIG, hliník, nerez)
I3 Ar + He (TIG silné materiály)
Tyto směsi patří do skupiny ochranných plynů M21 pro nelegované a nízkolegované oceli
Co se změní oproti čistému CO₂
|
Vlastnost |
CO₂ |
Ar+CO₂ |
|
Stabilita oblouku |
špatná |
výborná |
|
Rozstřik |
vysoký |
nízký |
|
Vzhled svaru |
hrubý |
hladký |
|
Broušení |
hodně |
minimální |
|
Průvar |
hlubší |
kontrolovaný |
Argon je inertní plyn, který stabilizuje oblouk a zabraňuje oxidaci.
Výsledek:
👉 směs je dražší na láhev, ale levnější na metr svaru (méně práce po svařování).
Kdy použít který plyn
|
Materiál |
Doporučený plyn |
|
Konstrukční ocel |
Ar + 15–18 % CO₂ |
|
Tenké plechy (karoserie) |
Ar + 8–12 % CO₂ |
|
Nerez |
Ar + malé množství např.2% CO₂ |
|
Hliník |
100% Argon |
5) Značení tlakových lahví (norma EN 1089-3)
Velmi důležité:
Barva lahve není dekorace. Je to bezpečnostní identifikace.
V Evropě je značení sjednoceno normou EN 1089-3. CO2 má šedou barvu RAL7037, Argon tmavě zelenou RAL 6001 a MIX/směs má žlutozelenou RAL6018.
Pozor:
Barva slouží jen jako rychlá orientace — rozhodující je vždy štítek a ražba!
Viz.obr.

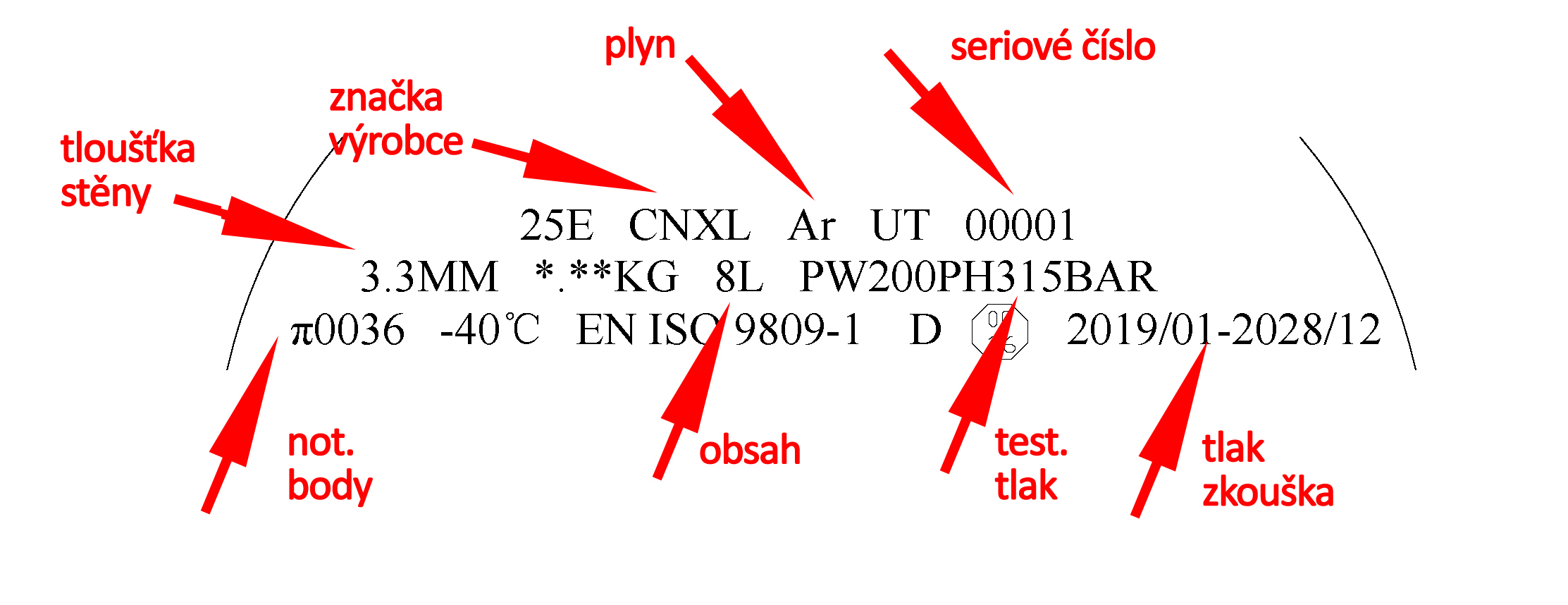
6) Co je vyraženo na hrdle lahve (to je nejdůležitější)
Na lahvi je vždy ražba (trvalé značení):
Obsahuje viz.obr.
Ražba je hlavní identifikace nádoby.
Shrnutí
-
MIG (131) = inertní plyn (Argon)
-
MAG (135) = aktivní plyn (CO₂ nebo směsi)
-
CO₂ → hlubší průvar, více rozstřiku
-
Ar+CO₂ → stabilní oblouk a hezký svar
-
barvy lahví se řídí EN 1089-3
-
rozhodující identifikace je vždy štítek a ražba
Bonus:
„Jak nastavit průtok plynu (l/min) podle průměru drátu a proudu“
Obecně platí, že průměr drátu v mm x 10 = l, tedy například 0,8mm drát x 10 = 8l/min průtok 🙂.